


自动车线机断线怎么办?3个步骤快速解决
作者:Sible
发布时间:0
513次阅读
在自动车线机的日常使用中,“断线”是最常见的故障之一。尤其是加工极细金线或硬质合金线时,断线问题会严重影响效率和材料损耗。那么自动车线机断线率高不高?一旦断线该怎么办?本文为您总结一套快速排查方案。
")
一、自动车线机断线的三大主要原因
1.送线系统问题
送线轮压紧力过大或过小
送线轮表面磨损,打滑导致线材抖动
导向孔内有毛刺或金粉堵塞
2.刀具问题
车花刀磨损严重,切削阻力变大
刀尖角度不对,切入过深
刀具安装不牢固,加工中移位
3.线材问题
线材本身有杂质、气孔或硬点
线材弯曲、扭结,进入设备前未校直
线材直径不均匀,忽大忽小
二、自动车线机断线怎么办?3步快速解决
第一步:观察断线位置
若断在送线轮之前 → 检查放线架阻力、线材是否打结。
若断在刀具附近 → 检查刀具磨损和切入深度。
若断在送线轮与主轴之间 → 检查送线张力、导向孔堵塞。
第二步:检查刀具状态
停机,用放大镜观察刀尖,如有崩口或明显磨损 → 更换新刀。
检查刀盘角度,重新校准车花深度(每次调整0.01mm试切)。
第三步:校准送线系统
清理送线轮和导向孔,用压缩空气吹除金粉。
调节送线轮弹簧压力,以线材表面不压出明显痕迹、且不打滑为准。
更换磨损的送线轮。
三、如何降低自动车线机断线率?
定期保养:每班清理设备,每两周检查送线轮磨损。
使用优质线材:直径公差控制在±0.01mm以内。
培训操作员:掌握正确调刀和穿线方法。
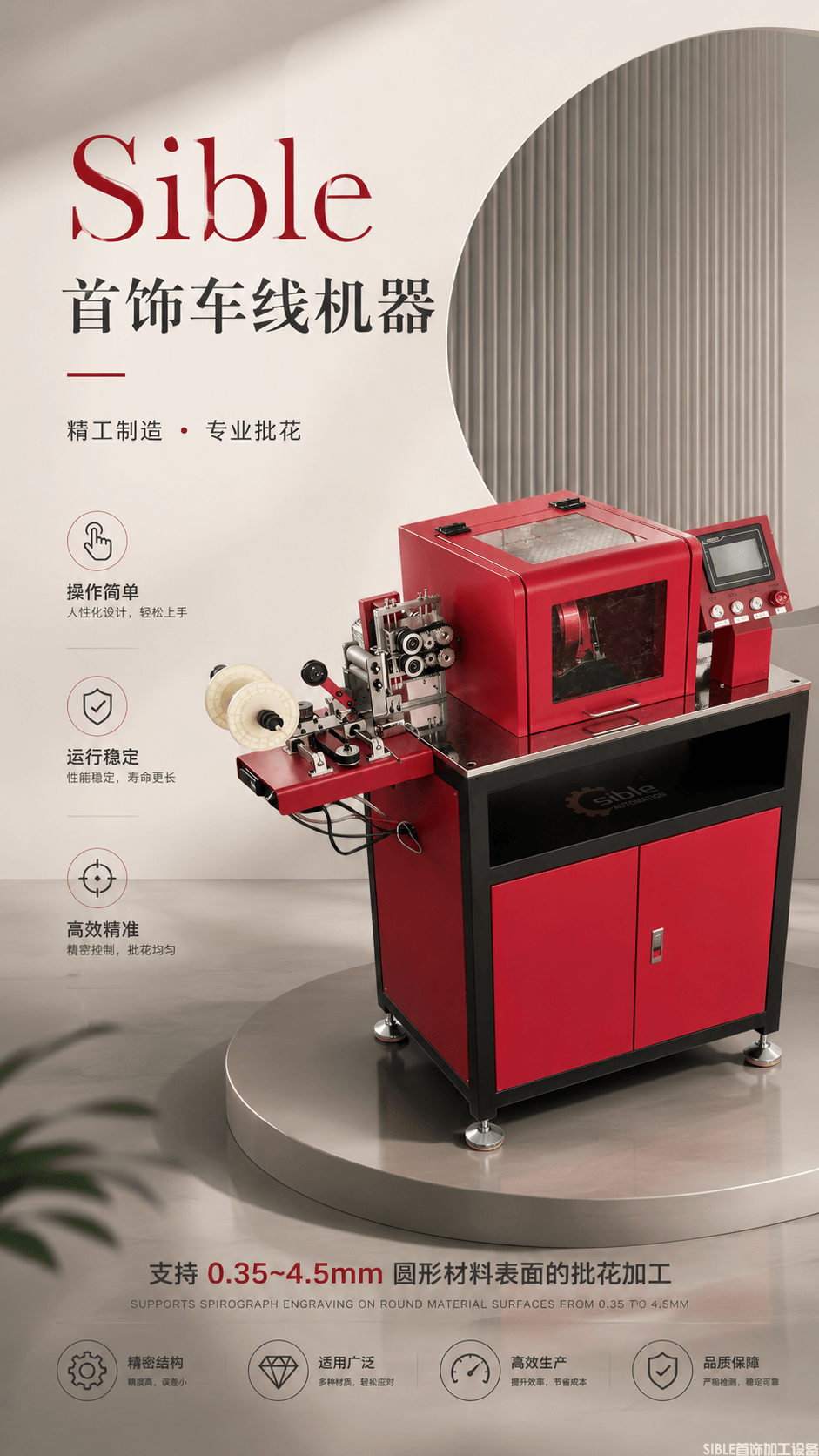
选购质量可靠的设备,如Sible自动车线机,其送线系统和主轴同心度经过严格检测,断线率远低于行业平均水平。
如果以上方法仍无法解决断线问题,可能是设备本身精度下降,建议联系厂家检修。